






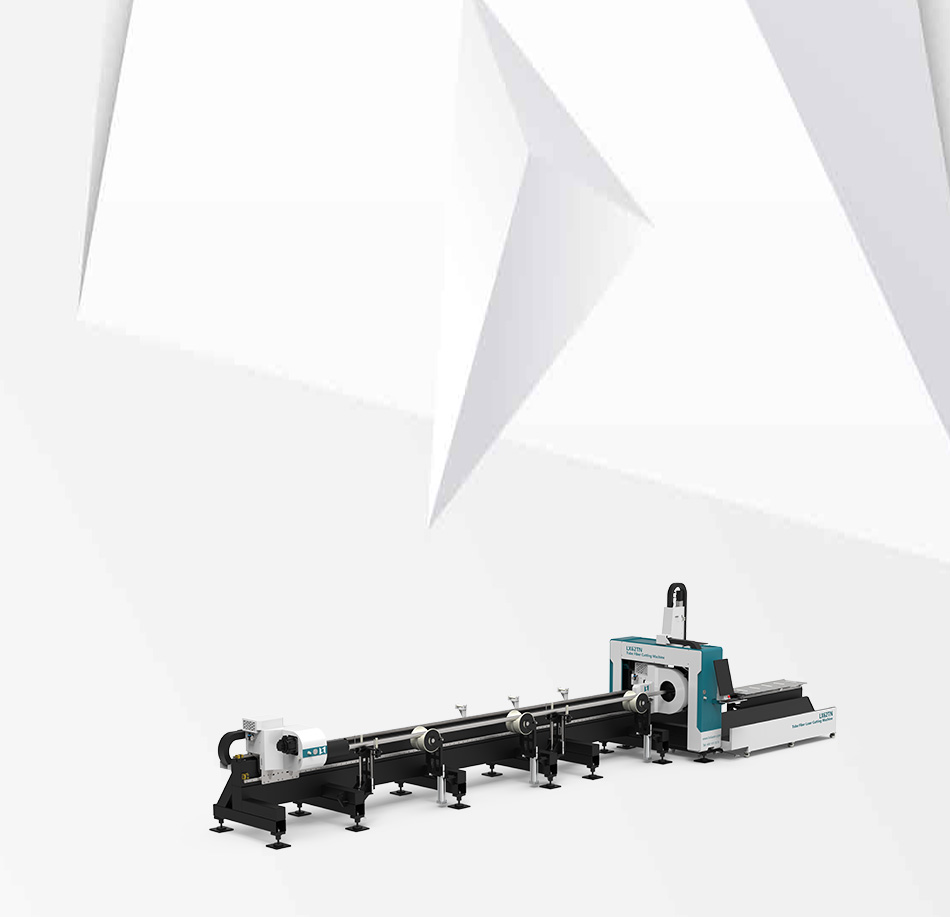

Bočno viseća konstrukcija - jednodijelni zavareni krevet
Krevet ima bočno viseću strukturu i jednodijelni zavareni krevet, koji je žaren kako bi se uklonilo unutarnje naprezanje. Nakon grube obrade, prije završne obrade provodi se vibracijsko starenje, čime se uvelike poboljšava krutost i stabilnost alatnog stroja te osigurava točnost alatnog stroja. Pogon AC servo motora kontrolira se numeričkim upravljačkim sustavom, a stezna glava ostvaruje povratno gibanje u smjeru Y nakon što se motor pokrene, ostvarujući brzo kretanje i pomicanje. I letva Y-osi i linearna vodilica izrađeni su od visokopreciznih proizvoda, što učinkovito jamči točnost prijenosa; granični prekidači na oba kraja hoda su kontrolirani, a istovremeno je ugrađen uređaj za tvrdo ograničenje, što učinkovito osigurava sigurnost kretanja alatnog stroja; alatni stroj je opremljen automatskim uređajem za podmazivanje koji redovito dodaje ulje za podmazivanje pokretnim dijelovima kreveta kako bi se osiguralo da pokretni dijelovi rade u dobrom stanju, što može poboljšati vijek trajanja vodilica, zupčanika i letvi.
Uređaj za prednje uvlačenje
Prednji uređaj za uvlačenje uključuje potpornu ploču kojom upravlja zračni cilindar, a koja podupire cijev kada je izrezana cijev duga i sprječava njezino savijanje.
Prilikom rezanja obratka, podignuti potporni cilindar podupire potpornu ploču kako bi poduprla cijev i spriječila njezino savijanje. Kada se obratak reže, svi podignuti potporni cilindri se uvlače, a obratak pada na završnu ploču i klizi na mjesto za odlaganje. Rad cilindra automatski kontrolira sustav.
Prednji dio je također podijeljen na tip praćenja i tip ručnog podešavanja.

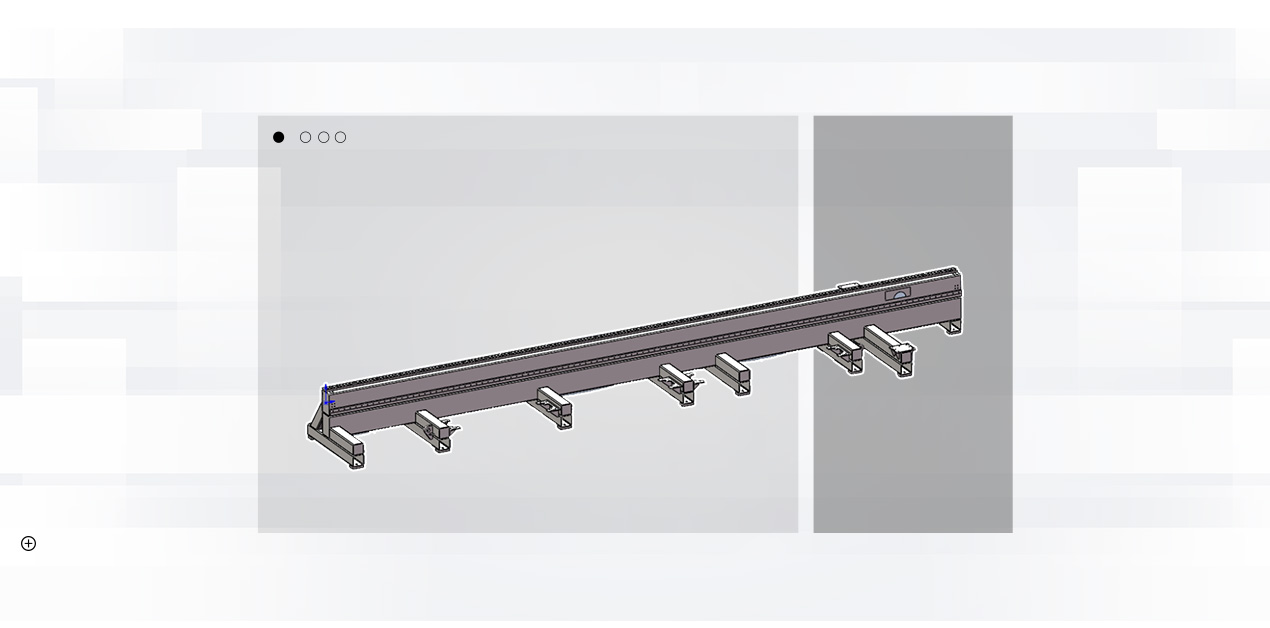
Mehanizmi podrške
Na krevetu su ugrađena 3 seta potpornih mehanizama, a dostupne su dvije vrste:
1. Pomoćni oslonac kontrolira se neovisnim servo motorom za pomicanje gore i dolje, uglavnom za izvođenje pomoćnog oslonca kod prekomjerne deformacije dugih rezanih cijevi (cijevi malog promjera). Kada se stražnja stezna glava pomakne u odgovarajući položaj, pomoćni oslonac se može spustiti radi izbjegavanja.
2. Nosač kotača promjenjivog promjera podiže se i spušta pomoću cilindra, a može se ručno podesiti na različite položaje skale kako bi se poduprle cijevi različitih veličina.
Chuck-Part
Stezna glava je podijeljena na dvije pneumatske stezne glave s punim hodom, a obje se mogu pomicati u smjeru Y. Stražnja stezna glava odgovorna je za stezanje i pomicanje cijevi, a prednja stezna glava ugrađena je na kraj kreveta za stezanje materijala. Prednju i stražnju steznu glavu pokreću servo motori kako bi se postigla sinkrona rotacija.
Zajedničkim stezanjem dvostrukih steznih glava može se ostvariti rezanje kratkog repa, a kratki rep usta može doseći 20-40 mm, uz istovremeno podržavanje rezanja kratkog repa dužeg repa.
Stroj za rezanje cijevi serije TN usvaja metodu pomicanja i izbjegavanja stezne glave, što omogućuje rezanje s dvije stezne glave cijelo vrijeme i neće uzrokovati predugačku i nestabilnu cijev, a preciznost nije dovoljna.

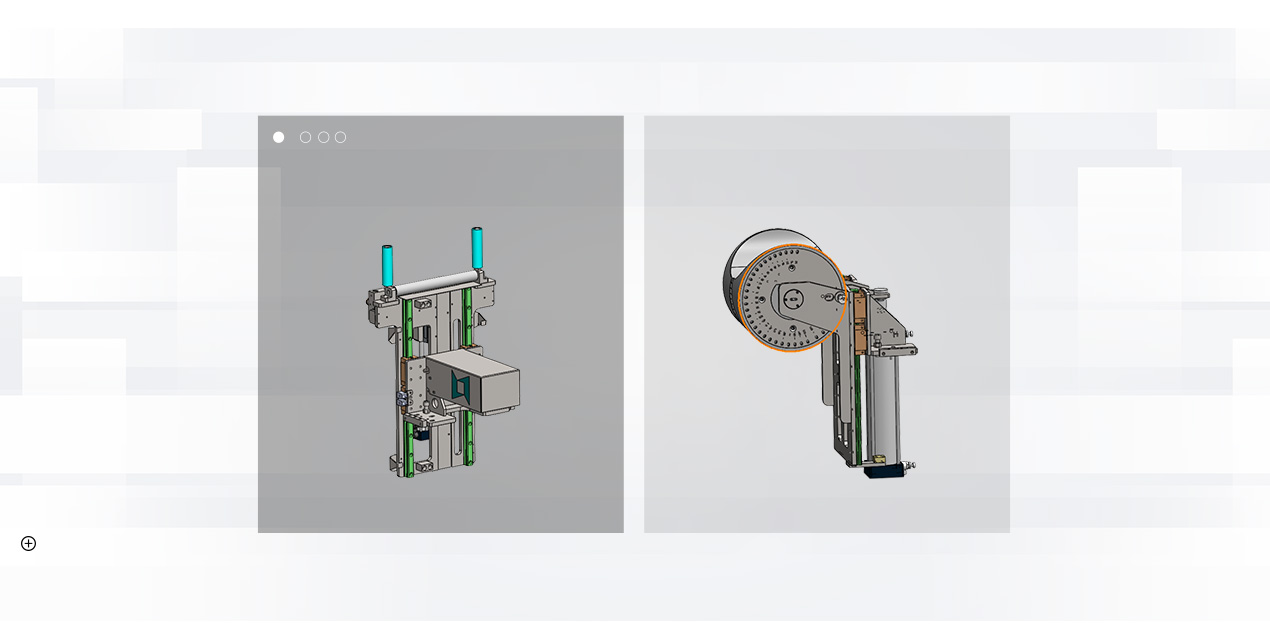
Axis-Device
Prečka X-osi uređaja ima portalnu strukturu, koja je zavarena kombinacijom kvadratne cijevi i čelične ploče. Portalna komponenta je pričvršćena na krevet, a X-osi pokreće servo motor za pogon letve i zupčanika kako bi se ostvarilo povratno kretanje klizne ploče u smjeru X. Tijekom kretanja, granični prekidač kontrolira hod kako bi ograničio položaj i osigurao sigurnost rada sustava.
Istovremeno, X/Z os ima vlastiti poklopac organa kako bi zaštitila unutarnju strukturu i postigla bolju zaštitu i uklanjanje prašine.
Uređaj s Z-osi uglavnom ostvaruje kretanje laserske glave gore i dolje.
Z-os se može koristiti kao CNC os za izvođenje vlastitog interpolacijskog kretanja, a istovremeno se može povezati s osima X i Y te se može prebaciti na praćenje kako bi se zadovoljile potrebe različitih situacija.
Prednosti stroja za lasersko rezanje metalnih cijevi vlaknima 62TN

-

TX124 2024 Stroj za rezanje vlaknima laserom za aluminij...
-

LX82TS 7% popusta 1kw 1.5kw 3kw 4kw 6kw Fiber ...
-

LX123TX Najbolji teški vlaknasti laser s tri stezne glave...
-

LX3015E Laserski rezač metalnih ploča s vlaknima i izvrsnim...
-

LX62TN Poluautomatski laserski uređaj za obradu metala s vlaknima za uvlačenje...
-

LX62TD 1-6KW Ekonomična mašina za rezanje cijevi P...











